Industrial Mixers
Double Cone Mixers
Best in Innovation • Best In Performance • Best In Quality • Best In Price • Best In Warranty

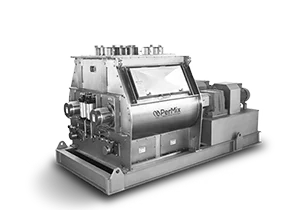
The PerMix Double Cone Mixers, a type of Tumbler Mixers, excel in mixing by continuously rotating, ensuring thorough contact of the mixtures with the internal surfaces of the vessel. This design is ideal for rapid and uniform mixing of free-flowing dry powders, granules, and crystals.
With the simplest structure among all mixers, double cone mixers are featured for low investment, easy operation, efficient discharge without residual, quick cleaning, and simple maintenance.
Unlocking Efficiency: The Power of Double Cone Mixers in Industrial Processing
Double cone mixers have become indispensable tools in various industries, revolutionizing the way powders, granules, and solids are blended and processed. In this page, we’ll delve into the key features and benefits of double cone mixers, exploring their applications, advantages, and why they are a crucial component in modern industrial processes.
Double cone mixers, also known as double cone blender machines, are versatile industrial machines designed for the efficient cone-shaped mixing of powders, granules, and other dry materials. Their unique double cone shape facilitates a gentle yet thorough blending process, ensuring homogeneity and consistency in the final product.
Double cone mixers have emerged as indispensable tools for industries that demand precise and efficient blending. Their unique design, versatile applications, and numerous advantages make them a cornerstone in modern manufacturing processes. Investing in a quality double cone mixer can significantly enhance production efficiency and product quality, making it a wise choice for businesses aiming for excellence in their processes.
“Maximizing Mixing Efficiency: The Advantages of Double Cone Mixers in Industrial Applications”
In the dynamic landscape of industrial mixing, selecting the right equipment is paramount to achieving optimal efficiency and product quality. Among various industrial mixer types, the double cone mixer equipment stands out as a versatile and effective solution. In this article, we’ll explore the distinct advantages that make double cone mixers a preferred choice in many industries.
The advantages of double cone mixers extend across various aspects of industrial mixing, from their versatility and gentle mixing action to their space-efficient design and ease of maintenance. As industries continue to demand high-quality and efficient mixing solutions, the double cone mixer emerges as a reliable choice for achieving optimal results in diverse manufacturing application.
Unlocking Efficiency: The Advantages of Vacuum Double Cone Mixers for Drying Processes
In the world of industrial processing, efficiency is the name of the game. When it comes to drying applications, a vacuum double cone mixer stands out as a versatile and high-performance solution. This innovative technology offers a range of advantages that can significantly enhance your drying processes. In this article, we’ll explore why opting for a vacuum double cone mixer can be a game-changer for your business.
The advantages of using a vacuum double cone mixer for drying processes are clear: gentle and uniform drying, enhanced heat transfer, time and cost savings, versatility in processing various materials, minimized product loss, and ease of cleaning and maintenance. By incorporating this advanced technology into your production line, you can elevate efficiency, improve product quality, and stay ahead in today’s competitive industrial landscape.
PerMix is here to listen to your needs and provide sustainable solutions. Contact us to discover more.
